![]()
| CURSOS ONLINE
IMPRESIÓN 3D |
| Para qué sirve |
La impresión 3D genera un modelo en material plástico de cualquier construcción digital en 3D.
    |
| Cómo es |

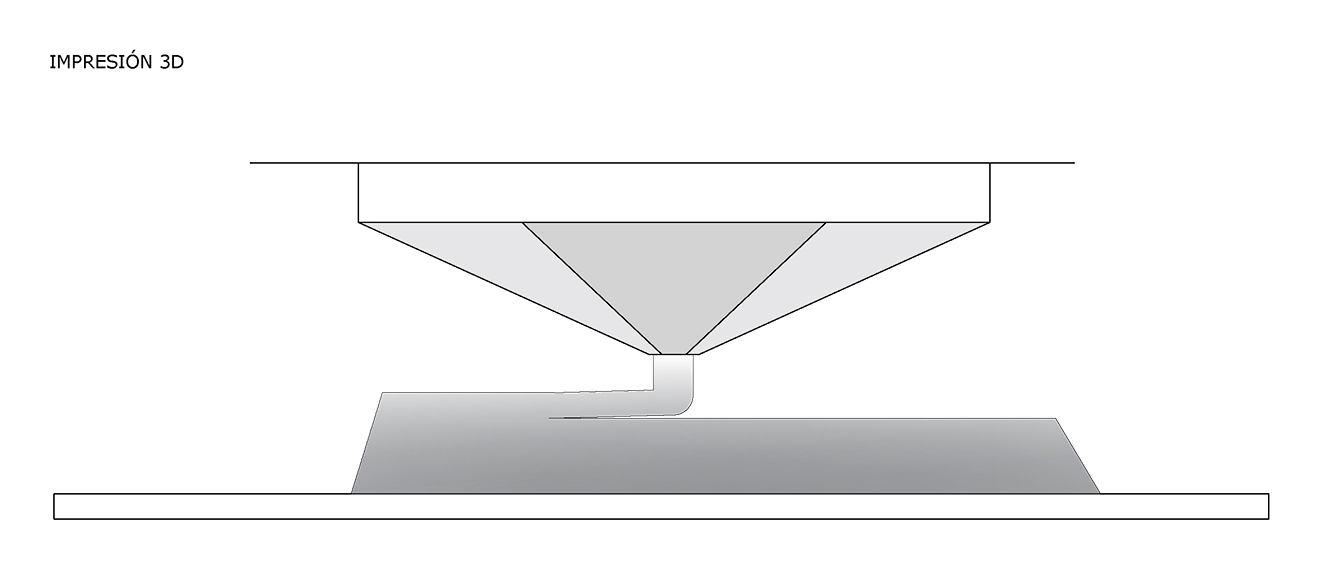
| Cómo funciona |
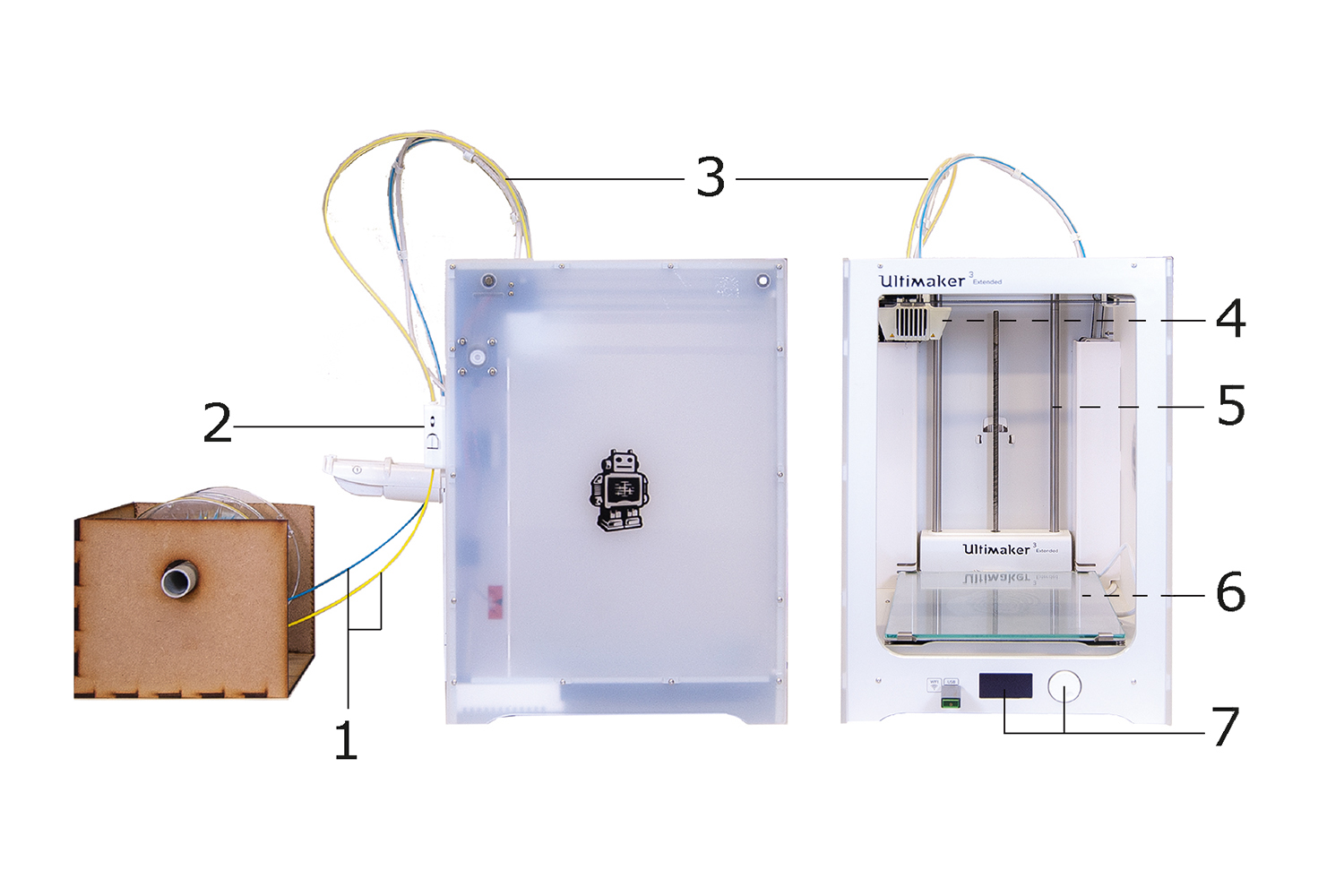
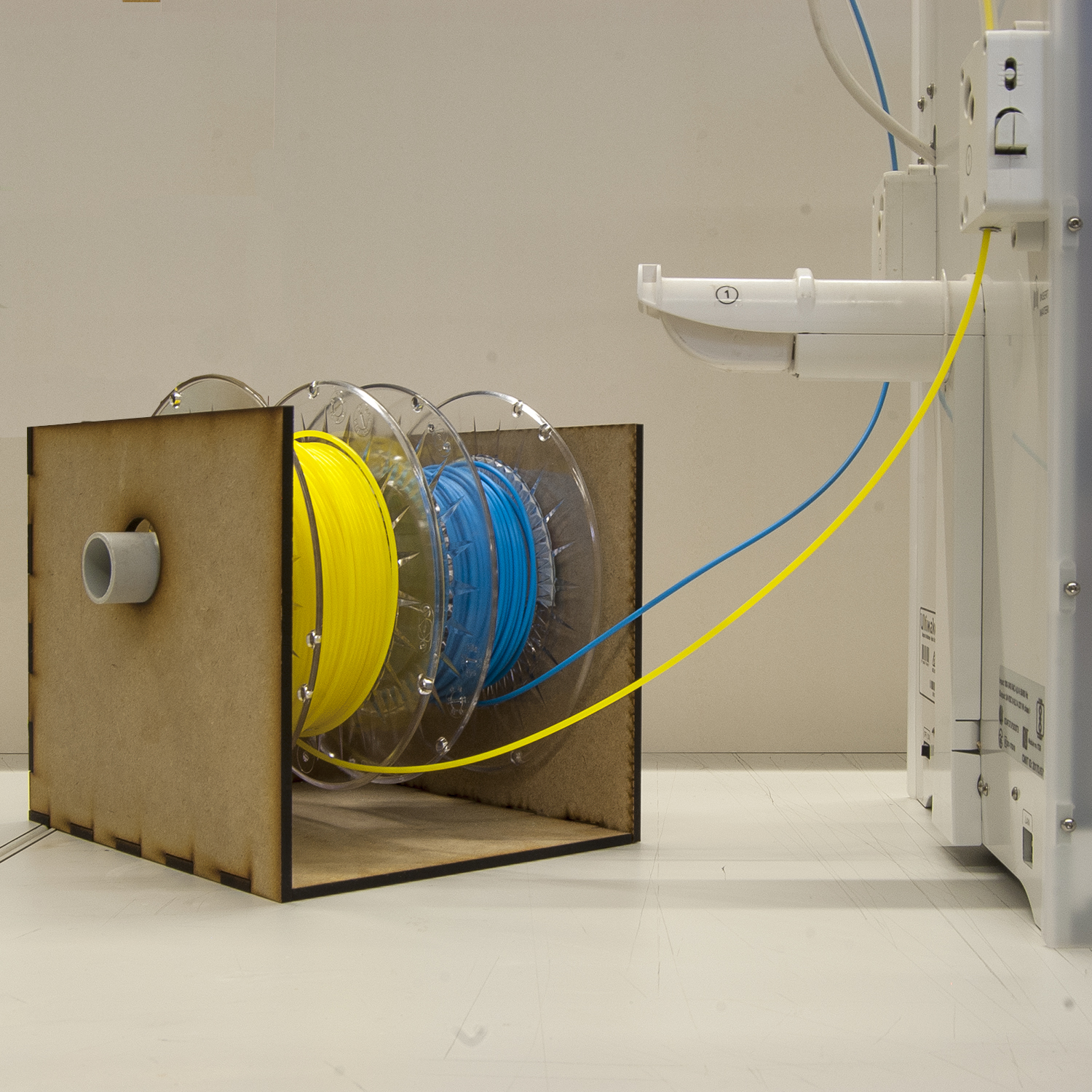
| Hay distintas tecnologías disponibles para la impresión 3D. Las impresoras contenidas en MakerSpaceUgr son del tipo FDM (deposición de material fundido).
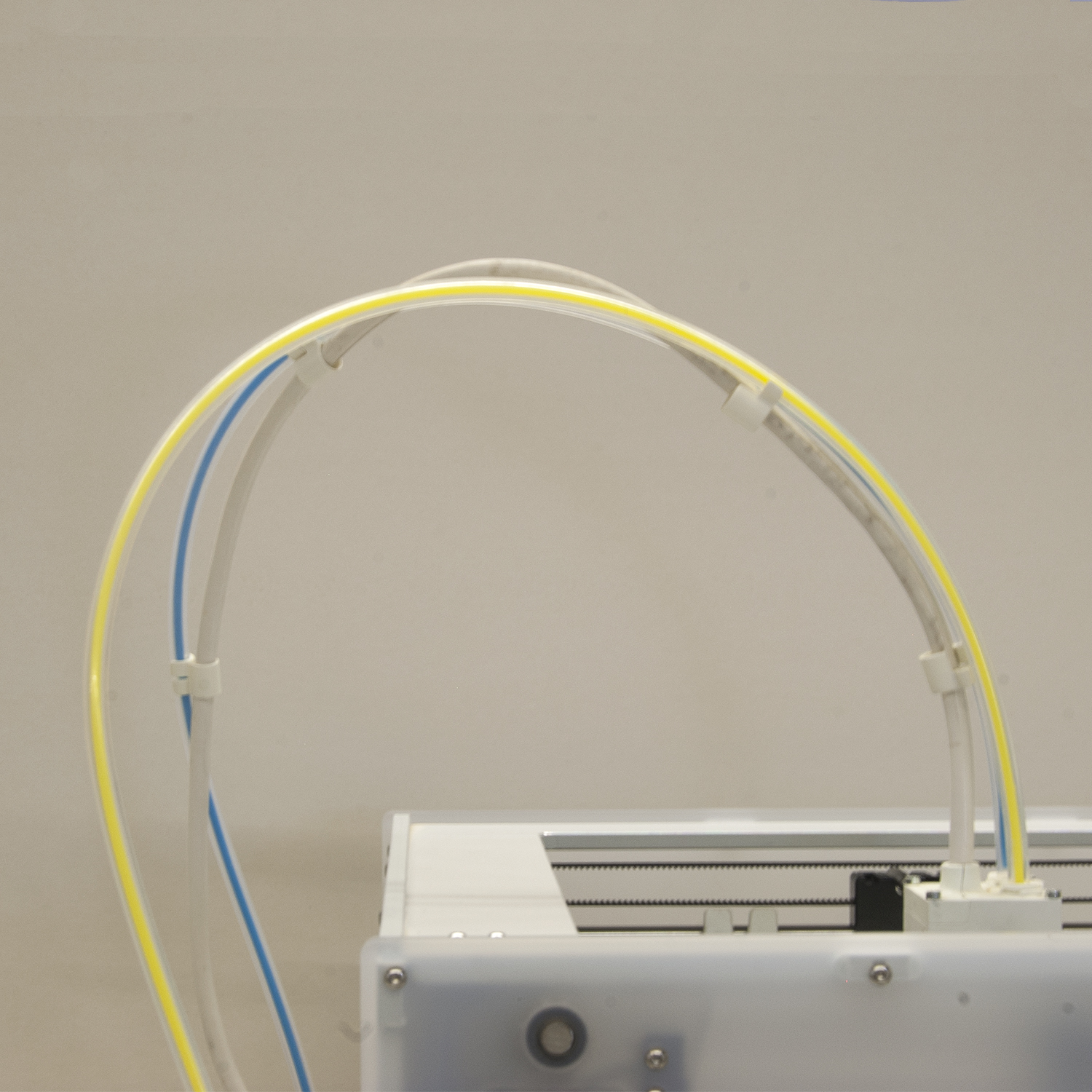
El fundamento del funcionamiento de la impresora 3D consiste en conducir mínimamente presionado un filamento plástico hasta un extrusor caliente móvil que, según lo funde, lo deposita a lo largo del recorrido. Al enfriarse se solidifica y adhiere a la capa inferior. Capa sobre capa se construye el objeto.
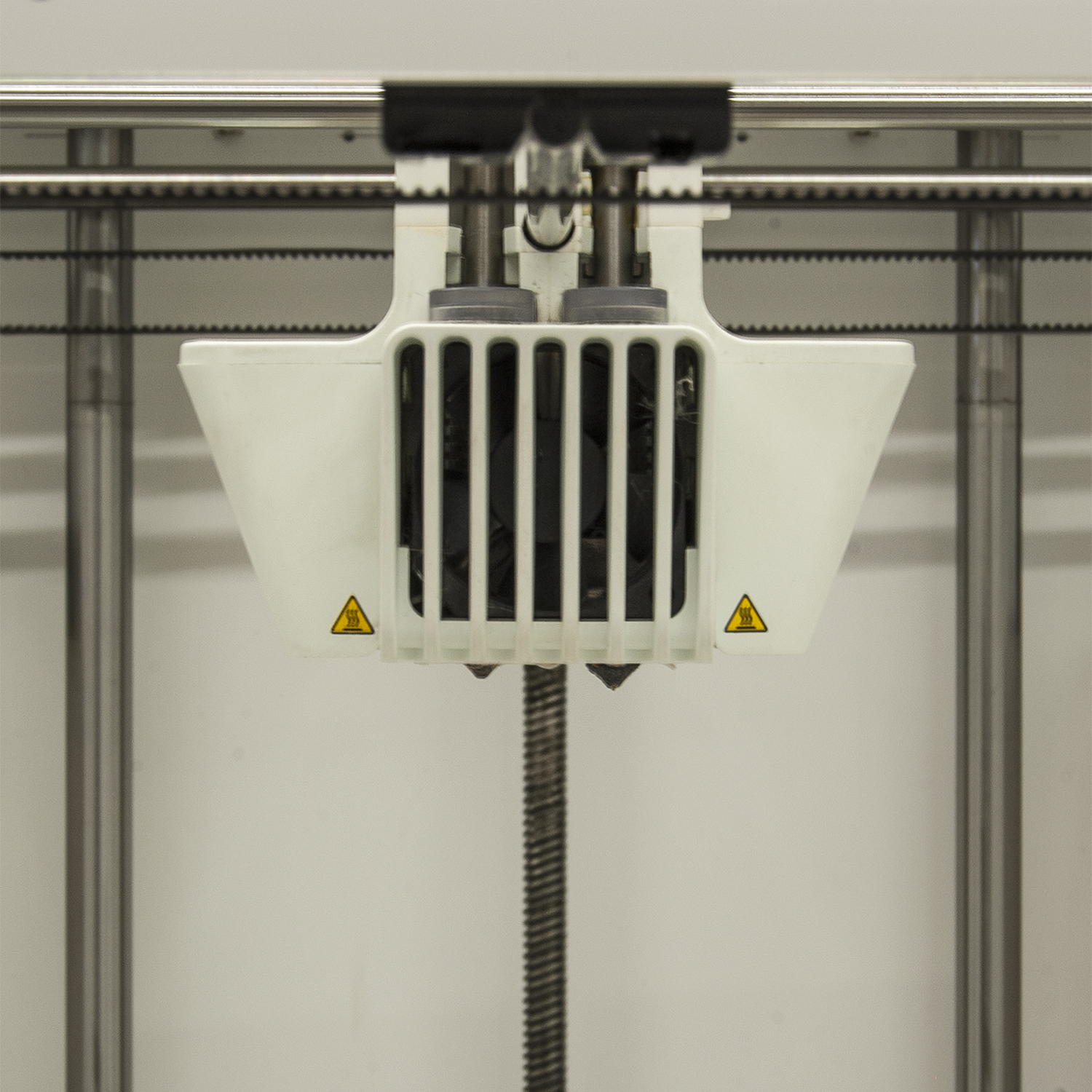
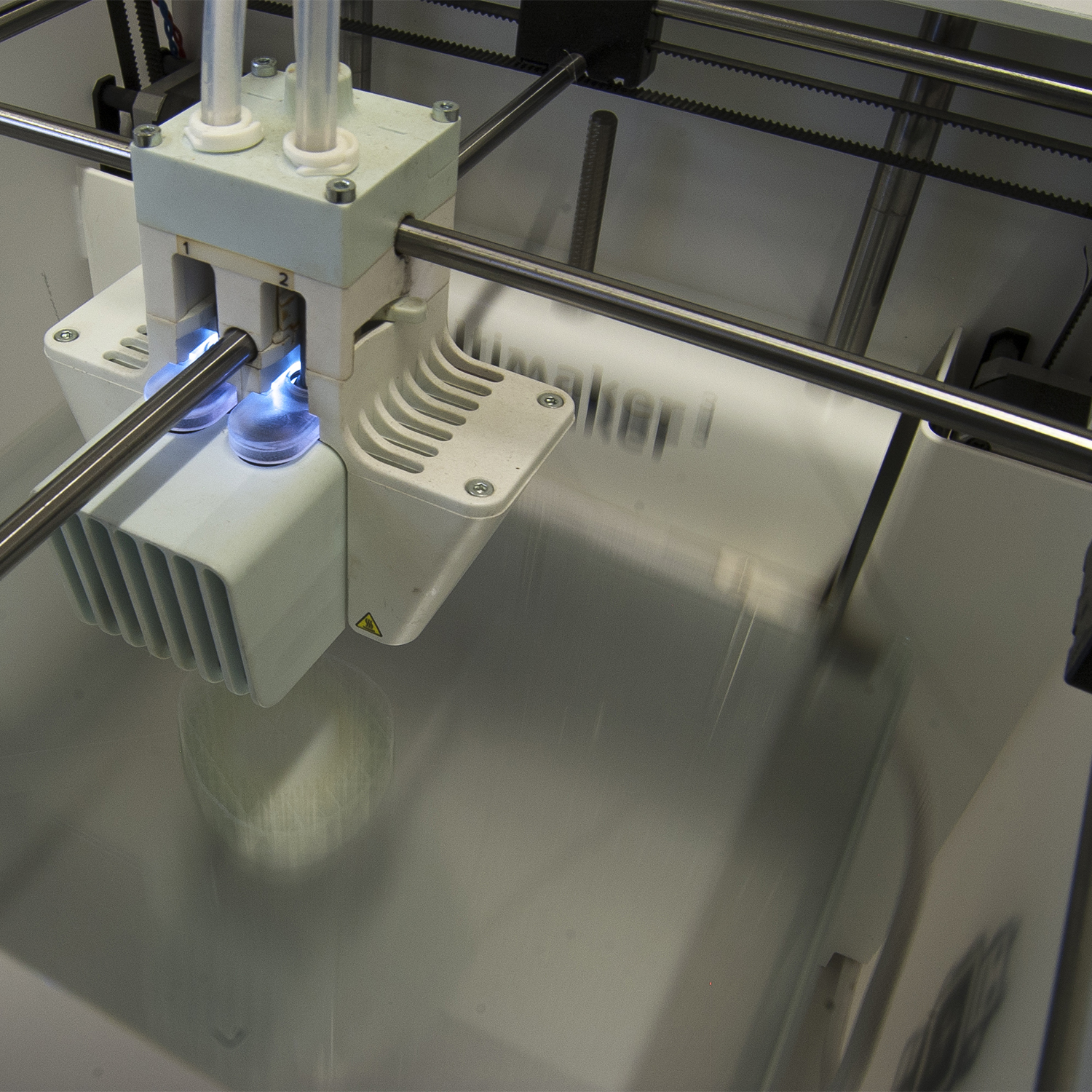
La impresora 3D conforma el modelo en altura capa a capa. El extrusor montado en el pantógrafo recorre las múltiples y superpuestas secciones horizontales del modelo mientras libera el material fundido.
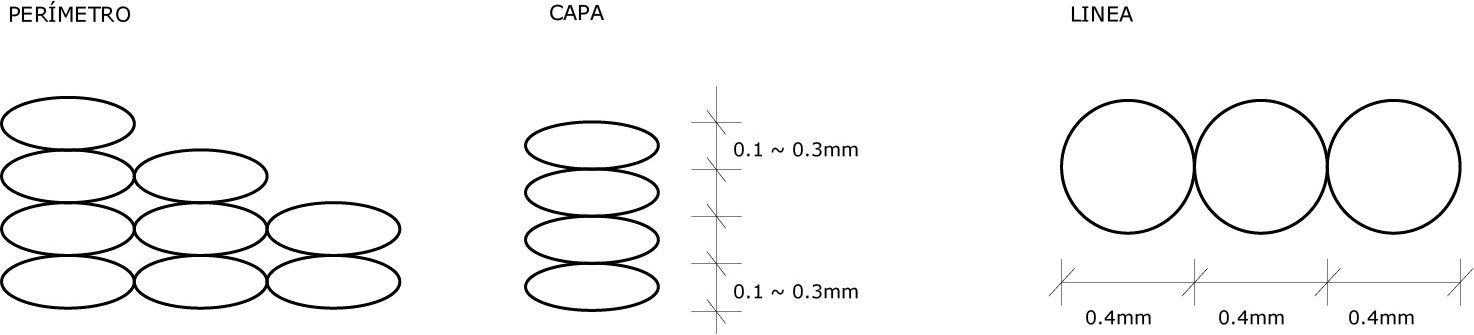
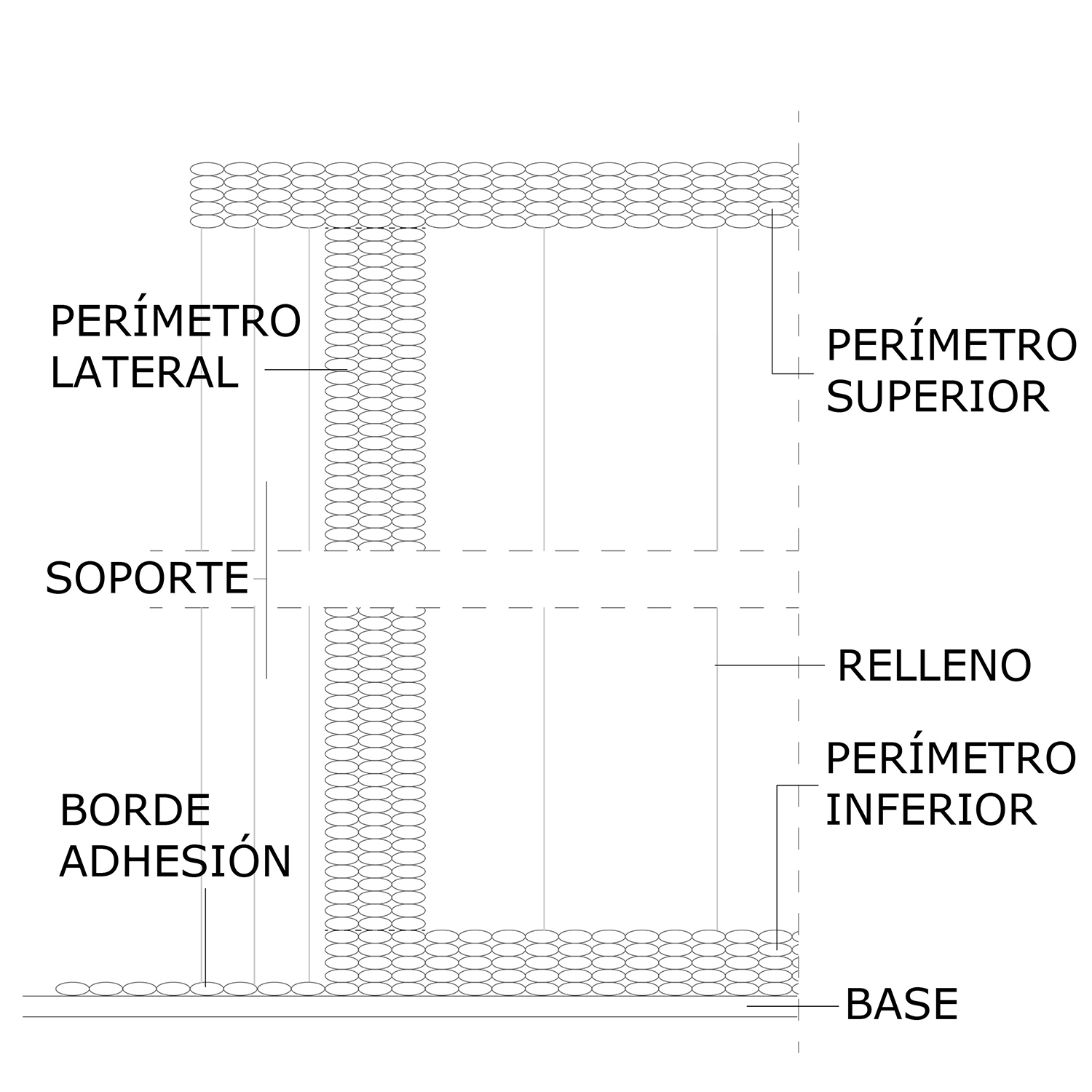
Se llama línea cada una de los cilindros que el extrusor deposita a lo largo de su trayectoria. El ancho de la línea depende del calibre de la boquilla del extrusor. Normalmente, 0,4mm en nuestras impresoras. Capa es cada una de las secciones horizontales del modelo que el extrusor superponer. La altura de la capa entre 0,06 y 0,3mm (0,2mm en las Ultimaker 3) para un extrusor de 0,4mm. Debe ser fijada por el usuario según la finura superficial deseada en la tarea a realizar. A menor altura de capa más finura superficial y más tiempo de impresión. A más altura de capa menos finura y menos tiempo de impresión. El resultado de la impresión 3D es un objeto delimitado por superficies rígidas ajustadas al contorno que lo envuelve. Se denominan perímetro inferior, lateral y superior según su ubicación. El espesor de los perímetros deben ser definidos por el usuario ( laterales mínimo de 0,8 mm = 2 líneas; inferior y superior mínimo 1 mm = de 4 a 10 capas según la altura programada).
En caso de que el modelo contenga una superficie cuyo Ángulo con la vertical sea mayor de 45º habrá de disponer soportes que impidan que el filamento fundido caiga al vacío y con ello, la pieza impresa quede deformada. Al configurar la impresión se habrá de elegir el tipo: con el mismo material o con otro en el caso de que la impresora tenga dos extrusores; y la morfología del soporte: andamiaje o árbol. Las dimensiones del modelo para imprimir en ningún caso pueden ser inferiores a 2 líneas y 2 capas, ni exceder de un cubo de 190x190x190 mm. Archivos Los modelos se pueden realizar con cualquier aplicación de modelización 3D. Para proceder a su impresión debe ser exportado a archivo .STL (STereoLithography). El archivo que el software de impresión traslada a la impresora con los datos de configuración particular y las trayectorias superpuestas que debe recorrer el extrusor es del tipo .Gcode. Filamentos El filamento del soporte es de material plástico termofundible. En el mercado existen infinidad de filamentos con características de fusión y mecánicas distintas. Los más comunes son PLA, plástico orgánico degradable, que facilita el proceso y es ideal para el prototipado; y ABS con mejores prestaciones mecánicas y mayor atención en el proceso de impresión. El siguiente cuadro recoge las características y parámetros de uso de los filamentos más comunes: |
| Acciones previas |
| 1. Construir un modelo digital 3D en cualquier aplicación al efecto elegida por el usuario (Autodesk Maya, Rhinoceros, Sketchup, Tinkercad…).
2. En caso de mallas 3D, comprobar que está cerrada, tiene espesor y no tiene huecos. 3. Exportar el modelo a archivo .STL (STereoLithography) 4. Reparar el modelo En caso de duda sobre la continuidad de la malla, una vez exportada a .stl abrir el archivo en la aplicación 3D Builder instalada por defecto en Windows 10. Automáticamente se encargará de reparar el modelo. Para usuarios expertos es imprescindible familiarizarse con el software específico para fabricación CNC de Autodesk NETFABB. |
| Preparación del lanzamiento |
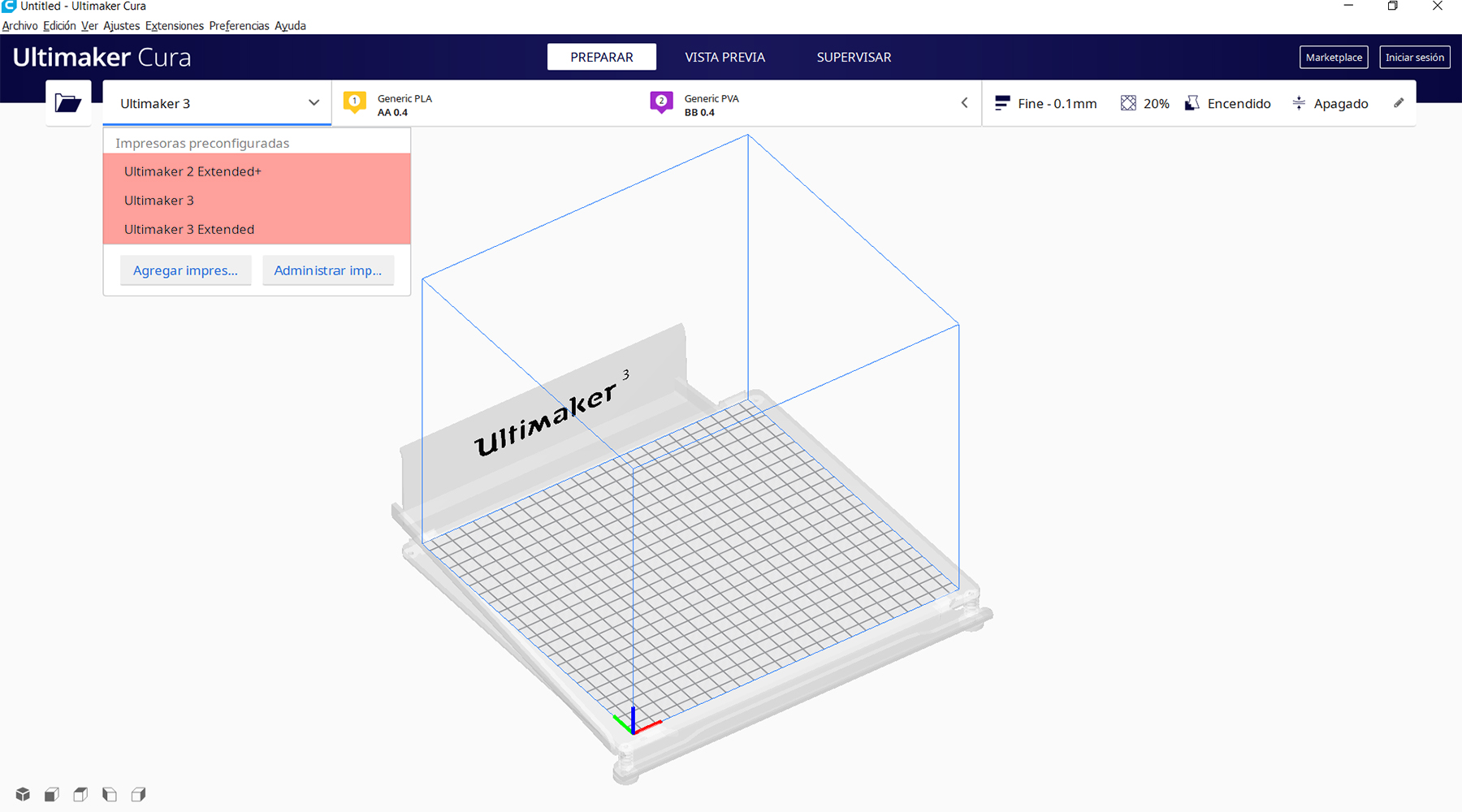
1. Abrir el software de impresión | |
   |
|
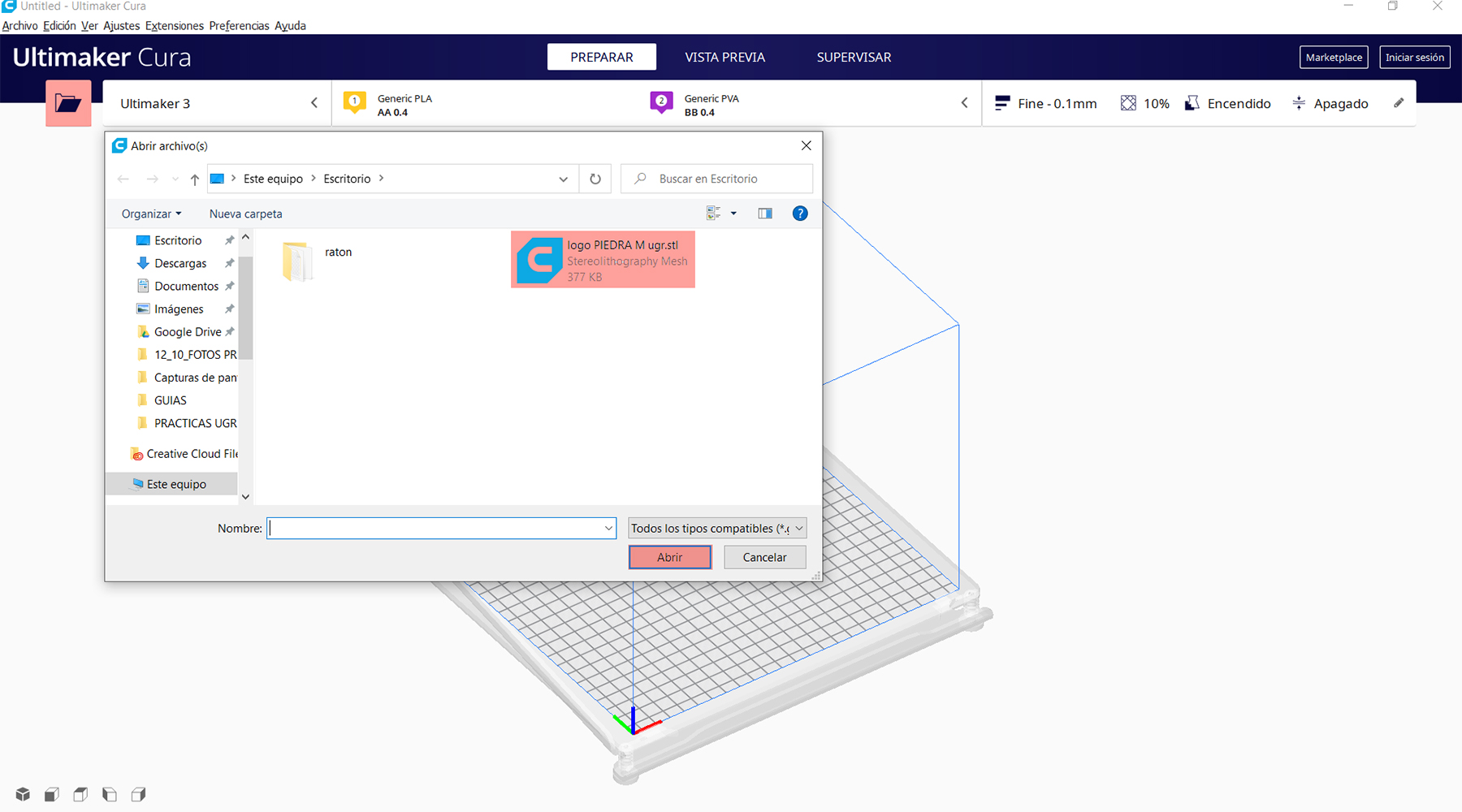 | 3. Importar el archivo .STL con el modelo 3D a imprimir |
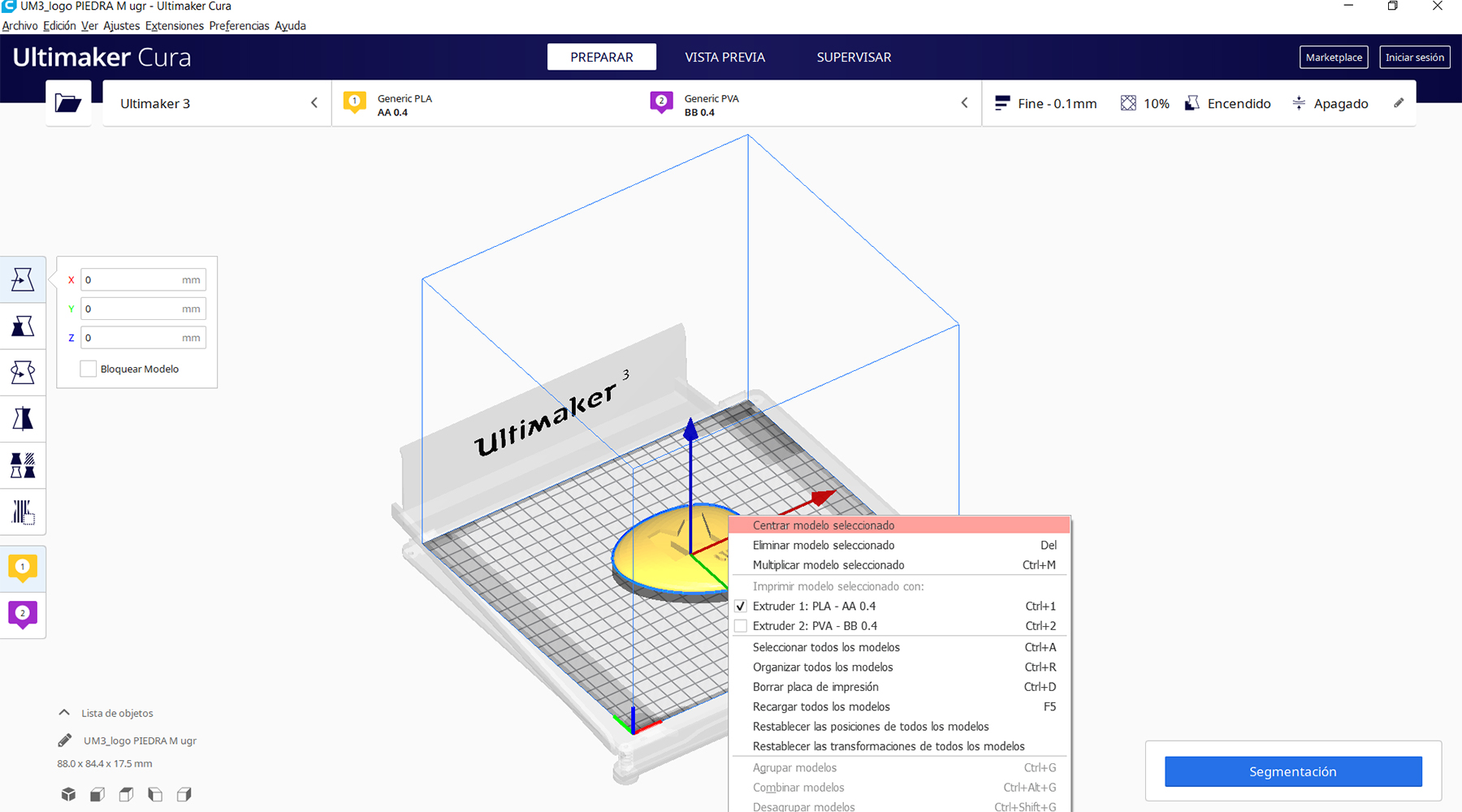 | 4. Ajustar el modelo sobre la bandeja de impresión |
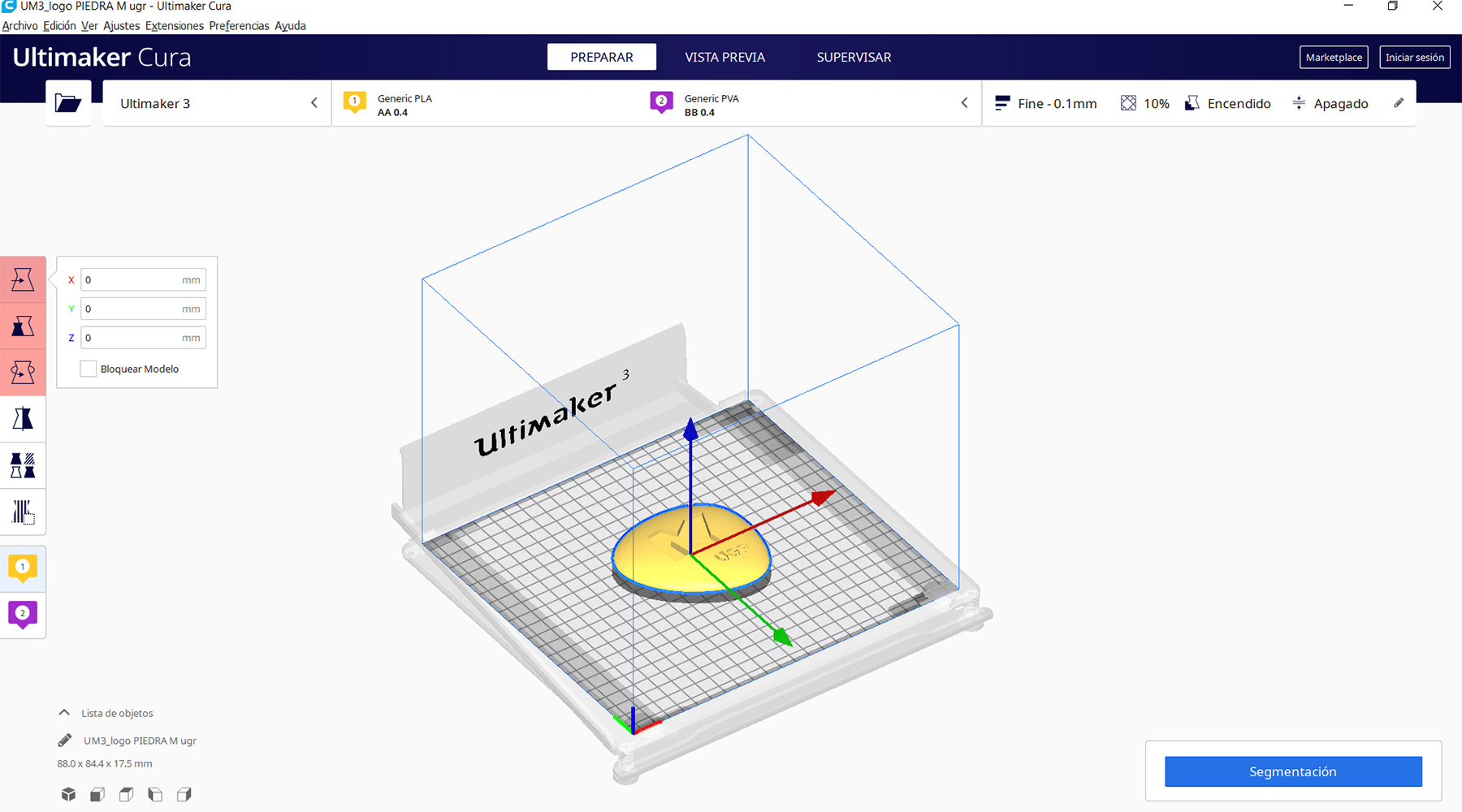 | Ajustar la situación, escala y otras propiedades con el menú gráfico de la izquierda. |
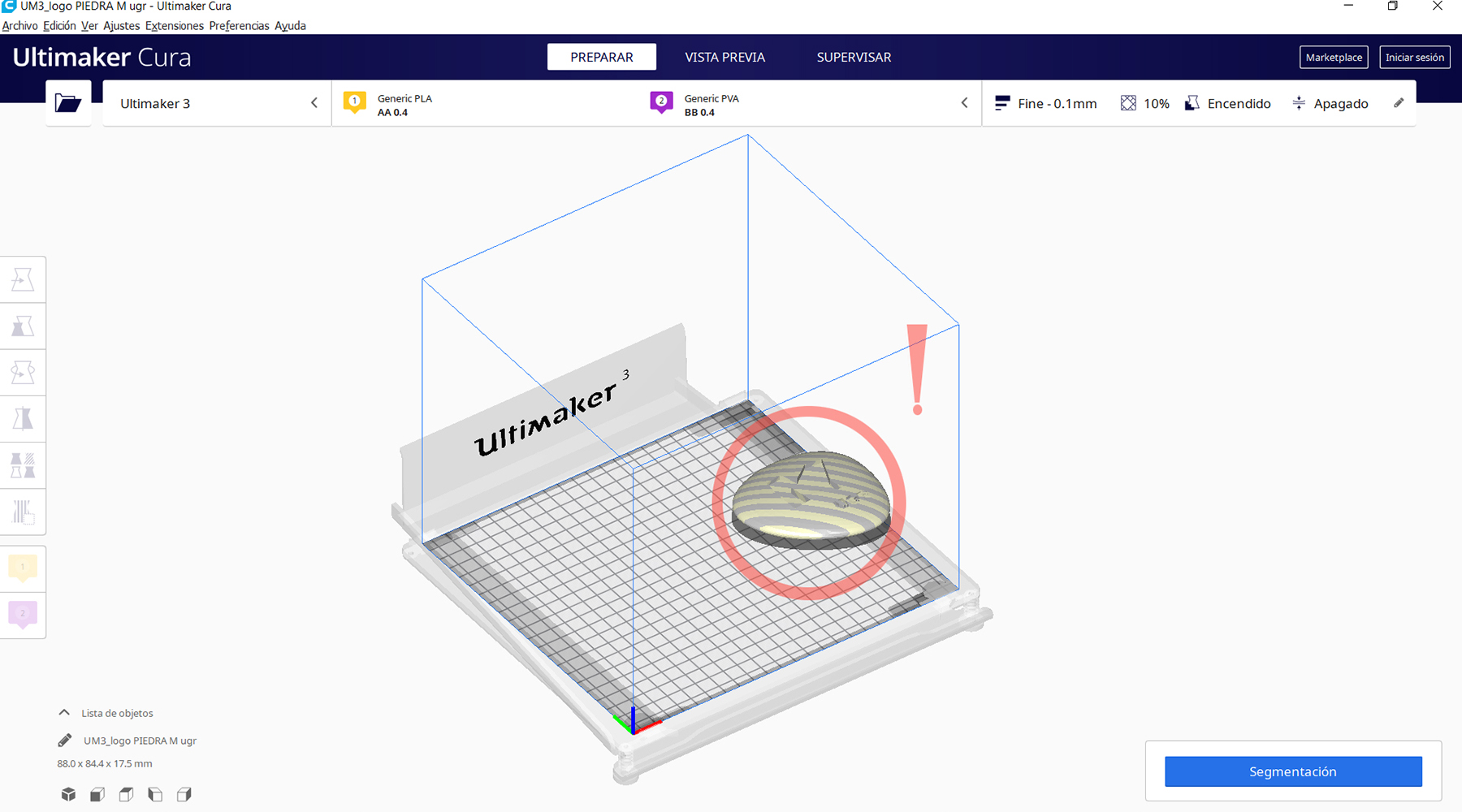 | Si el objeto está fuera de la superficie de impresión aparecerá rallado y no se podrá segmentar. |
Dividir un modelo en partes, reorientar sus huecos u orificios y disponer correctamente la dirección de construcción -siempre ascendente- son factores que pueden reducir el costo, acelerar el proceso de impresión y mejorar la resistencia y la calidad de impresión de un diseño. | |
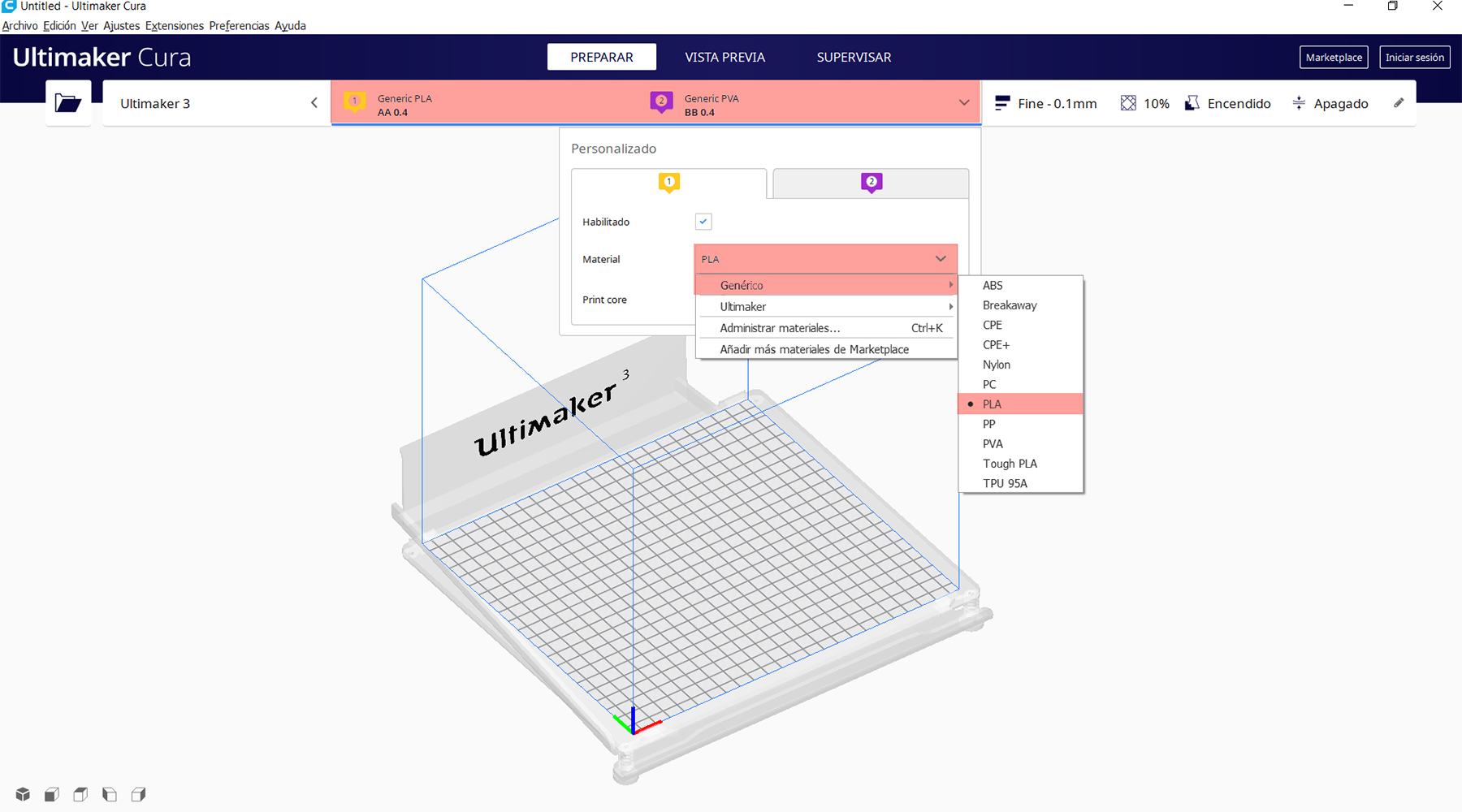
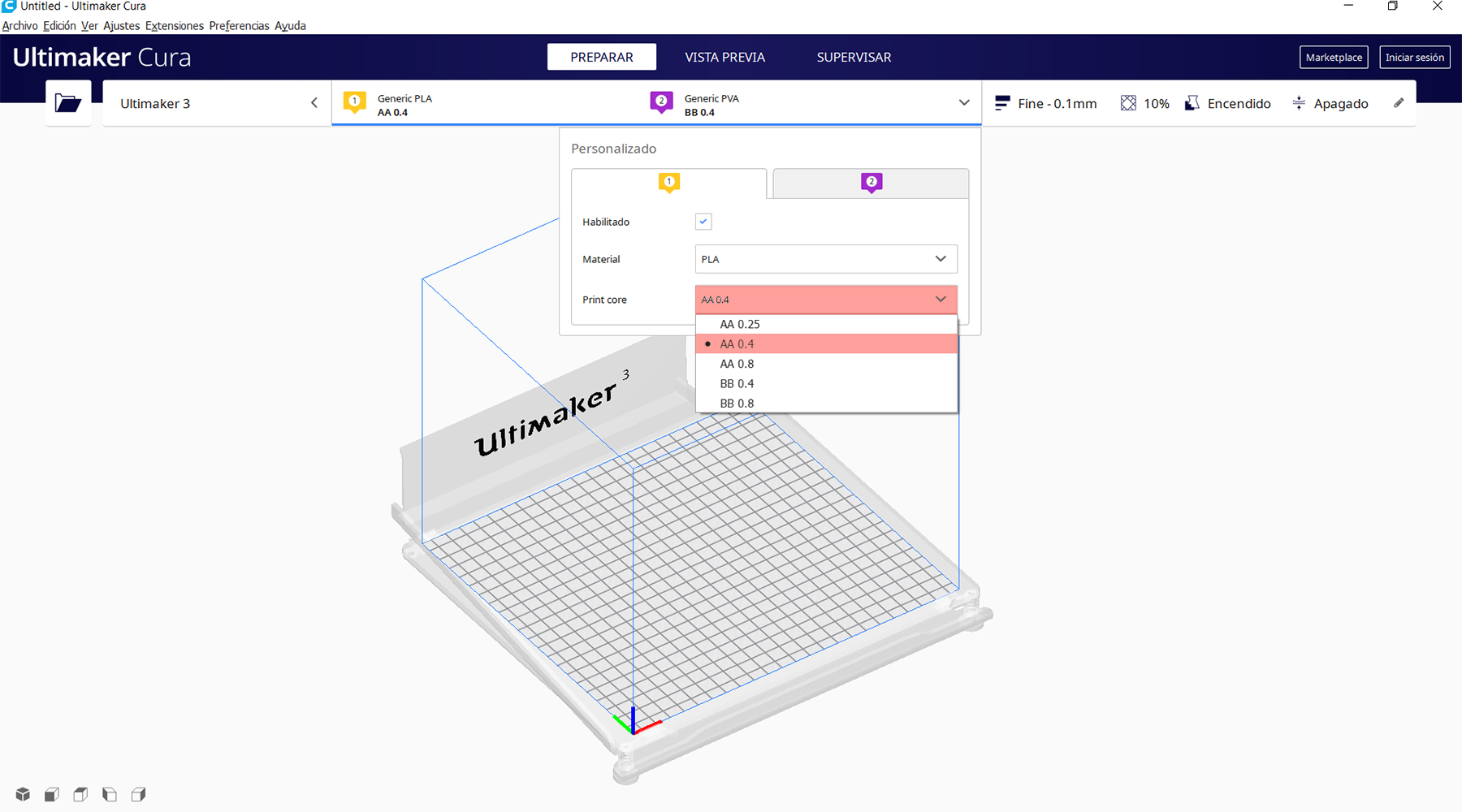
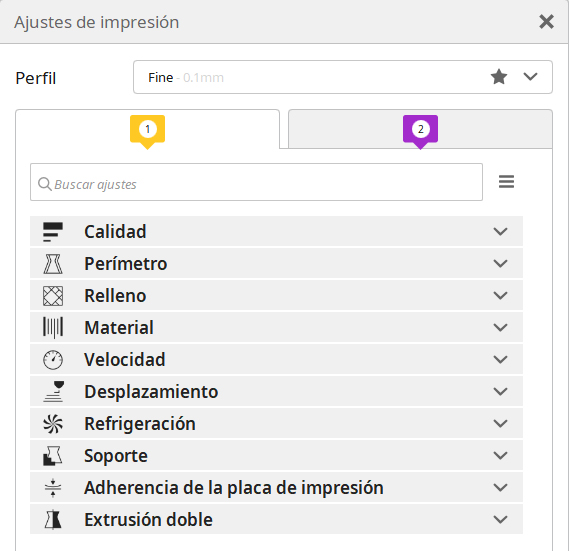 | 5. Configuración de impresión |
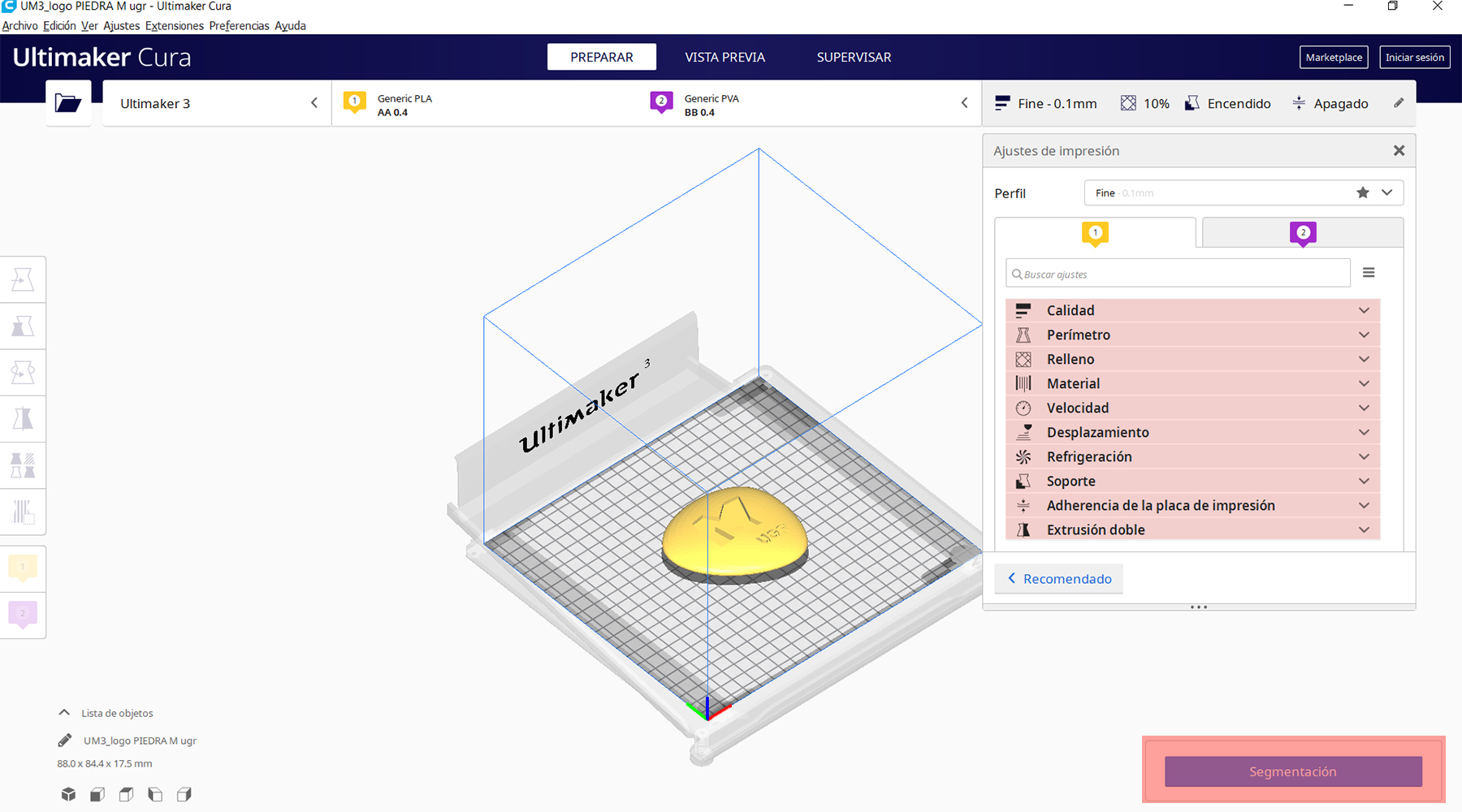 | 6. Segmentar el archivo para su impresión |
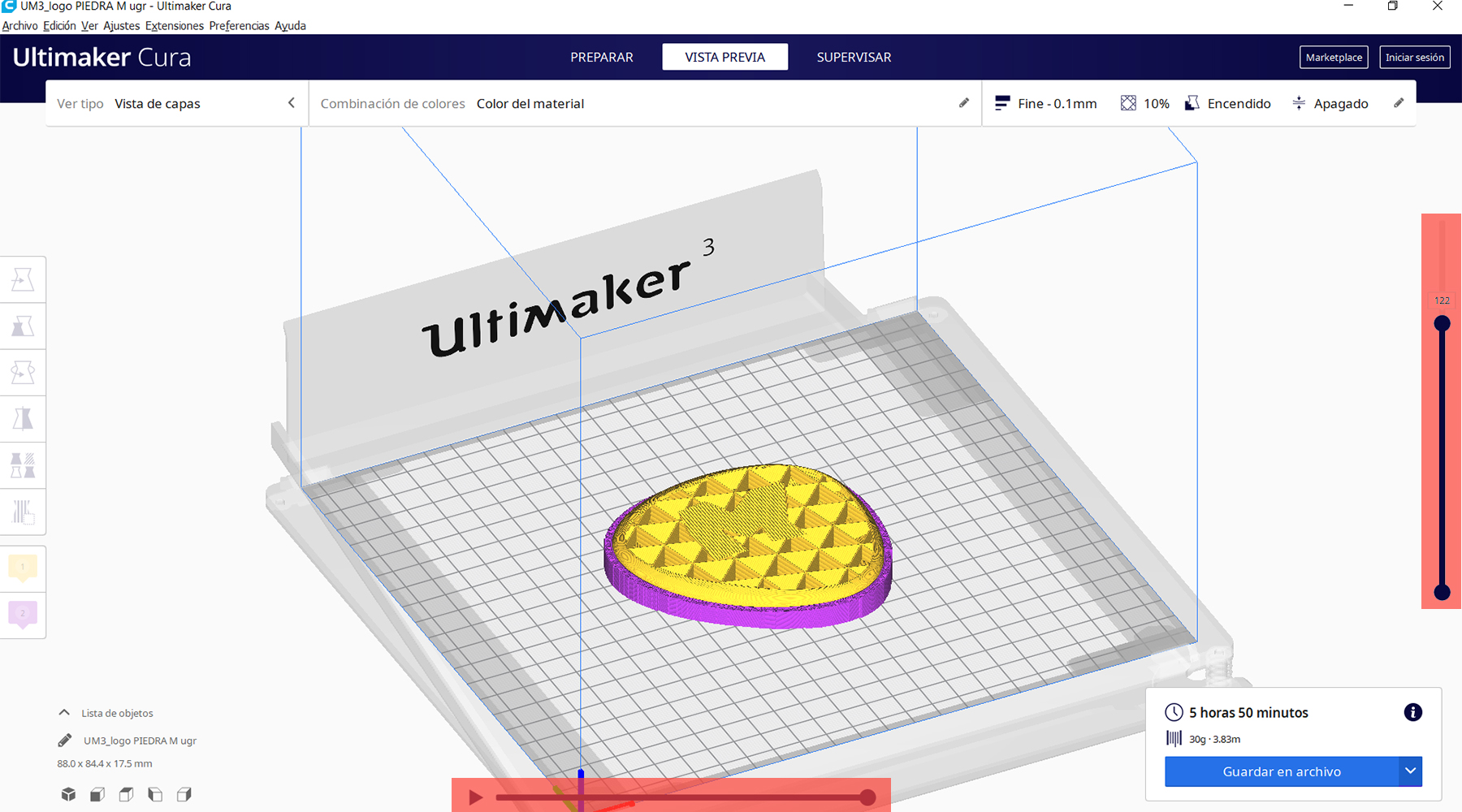 | 7. Comprobar la impresión |
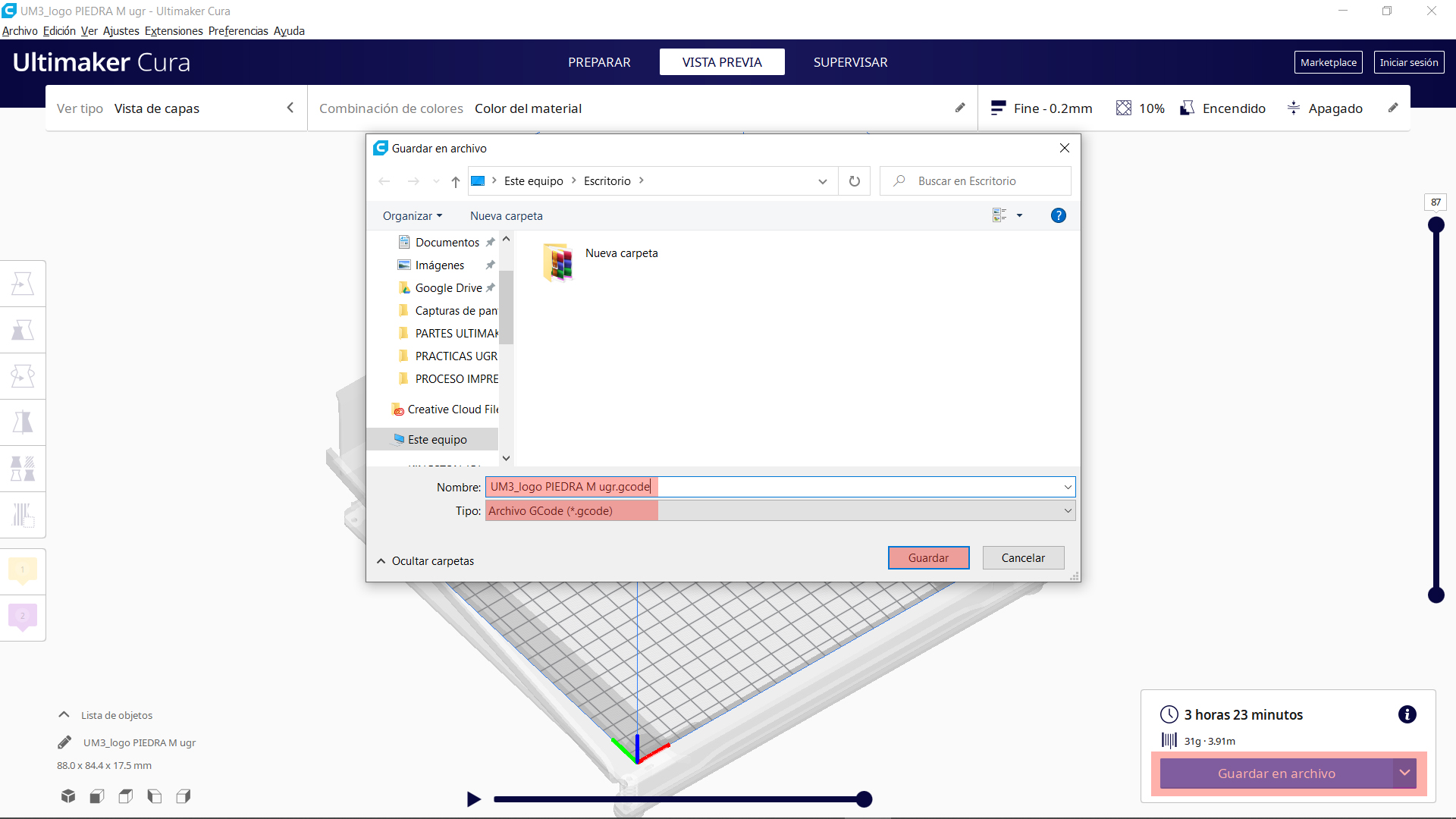 | 8. Guardar archivo de impresión |
| Configuración de la impresora 3D |
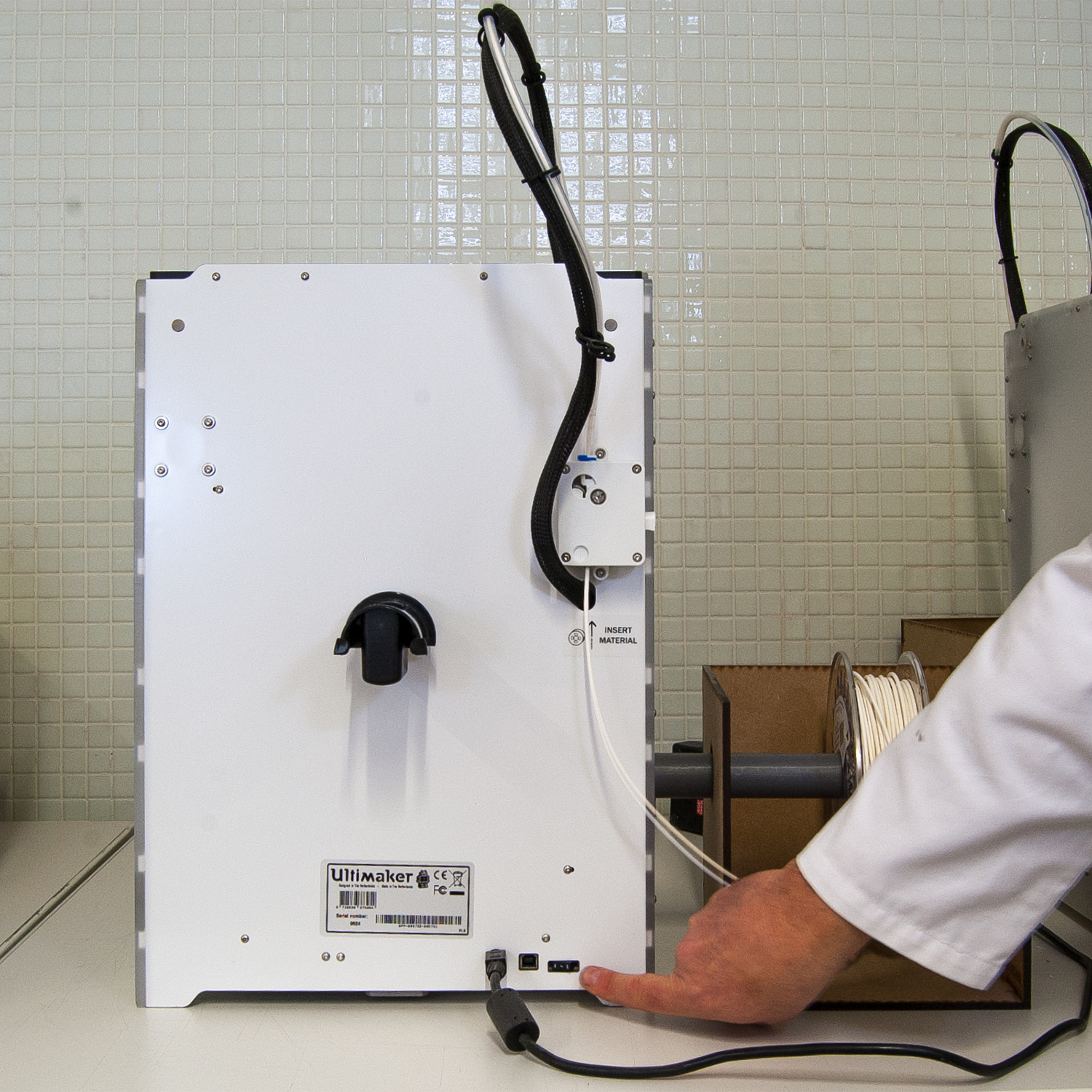 | Encender impresora (botón trasero) |
 | Esperar a que el display se encienda |
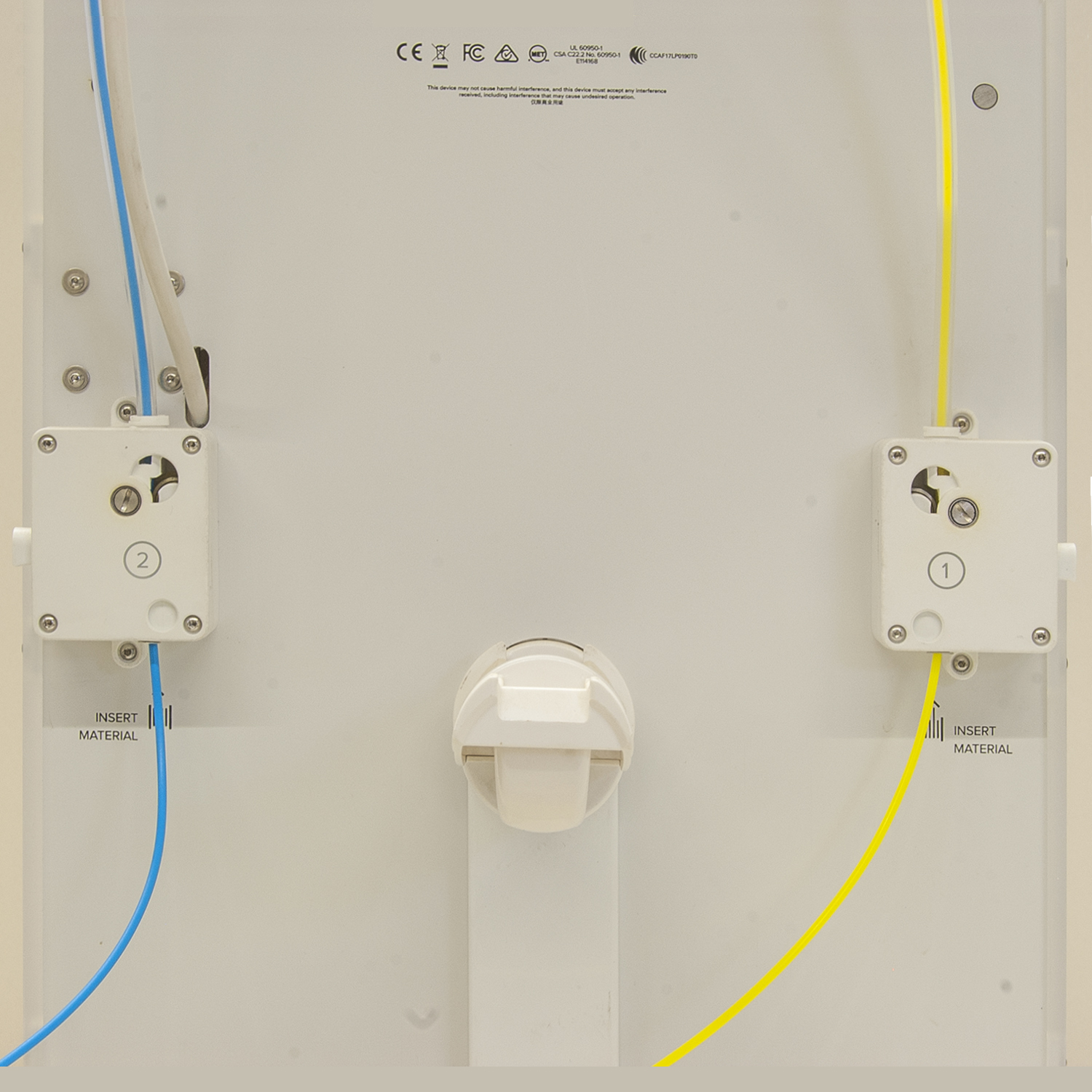
 | Descargar y cargar filamento |
 | Elegir archivo a imprimir |
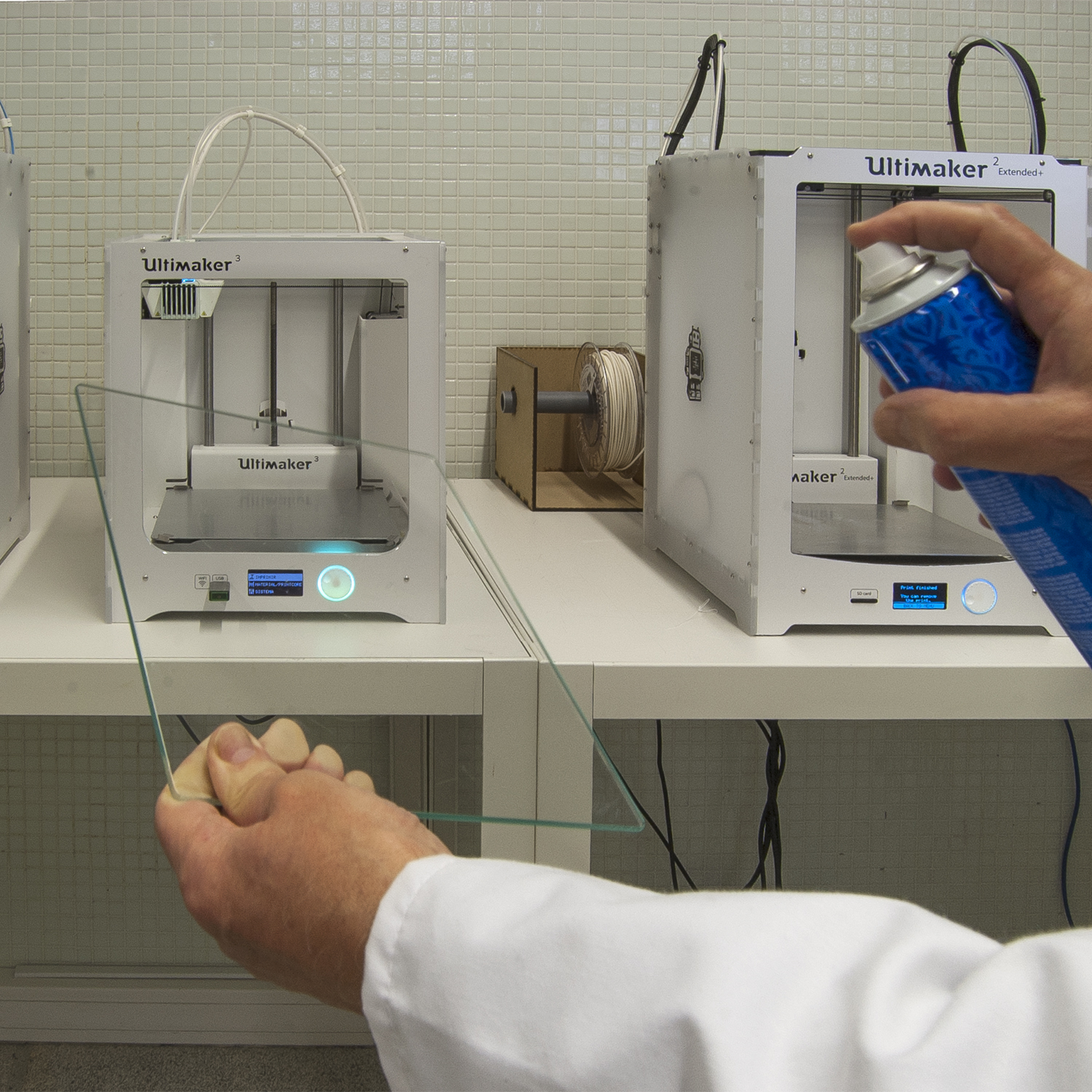 | Extraer la placa, abriendo las dos presillas laterales. Limpiar y rociar de laca la zona de impresión para adherir las primeras capas de material del modelo |
 | Insertar y asegurar con las presillas la placa en su posición original |
 | Iniciar la impresión |
 | Observar que el comienzo de la impresión es correcta. Dejamos imprimir |
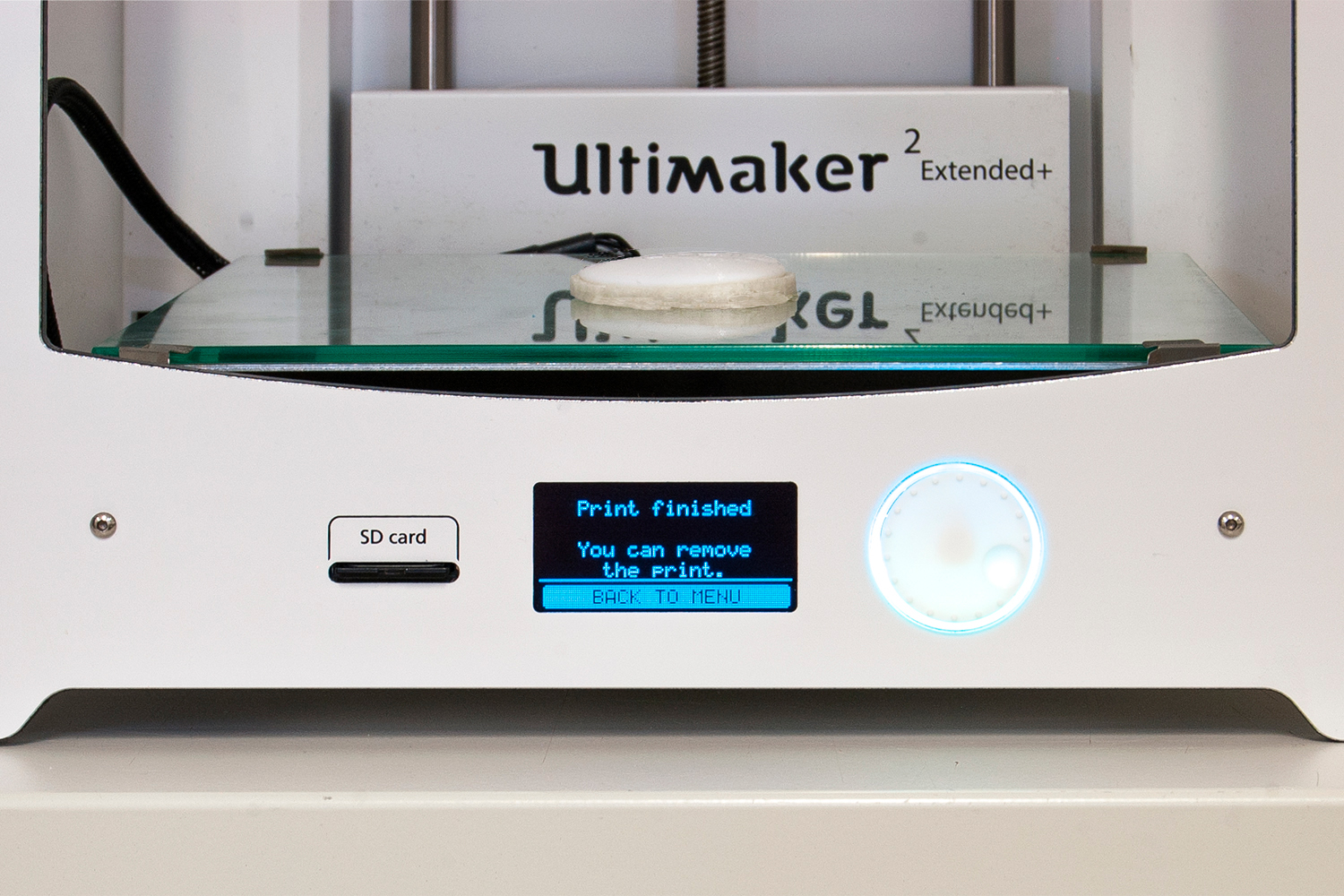 | Esperar a que el display avise del |
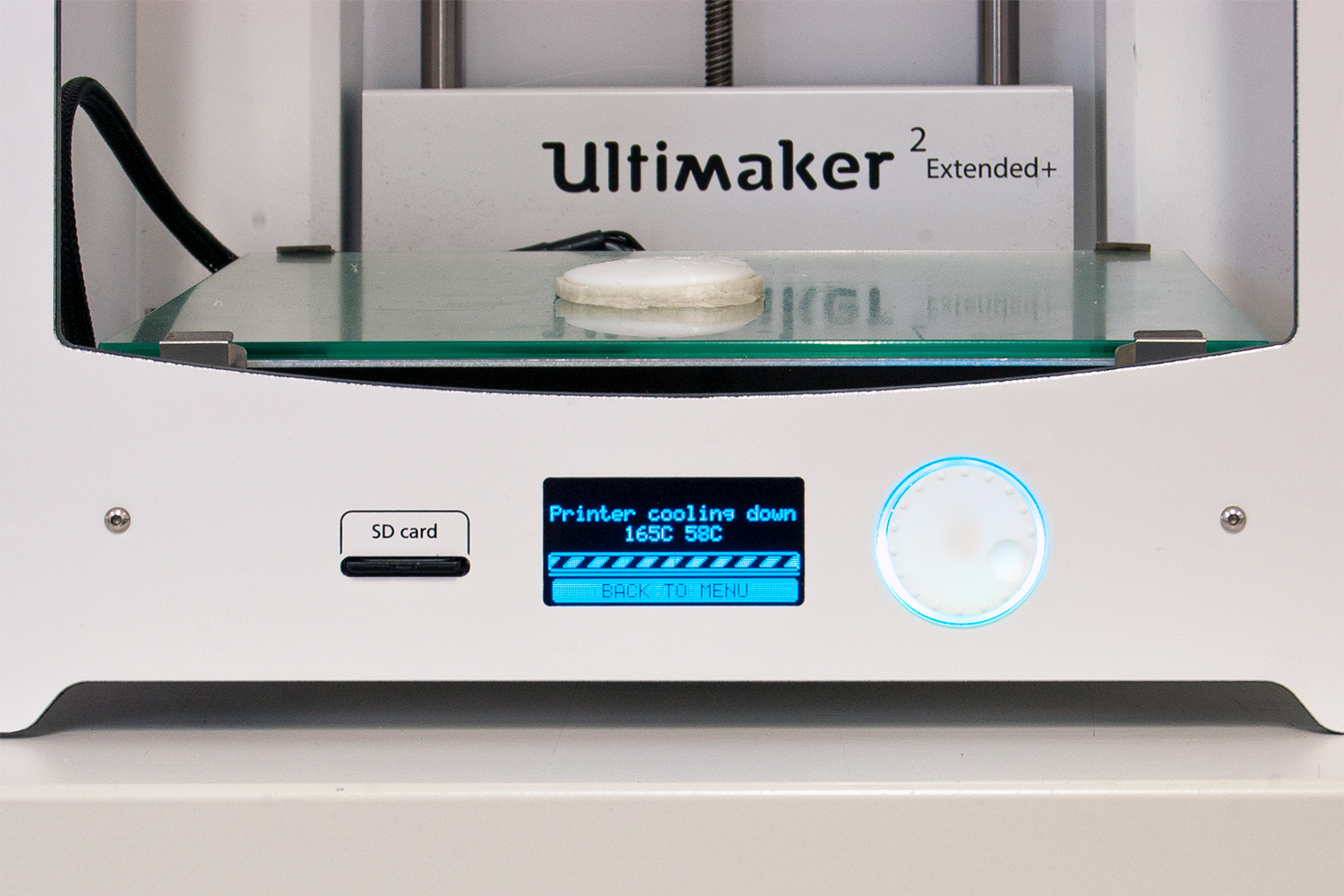 | Dejar atemperar la placa, cuanto más fría esté la placa mejor se desprenderá el modelo impreso |
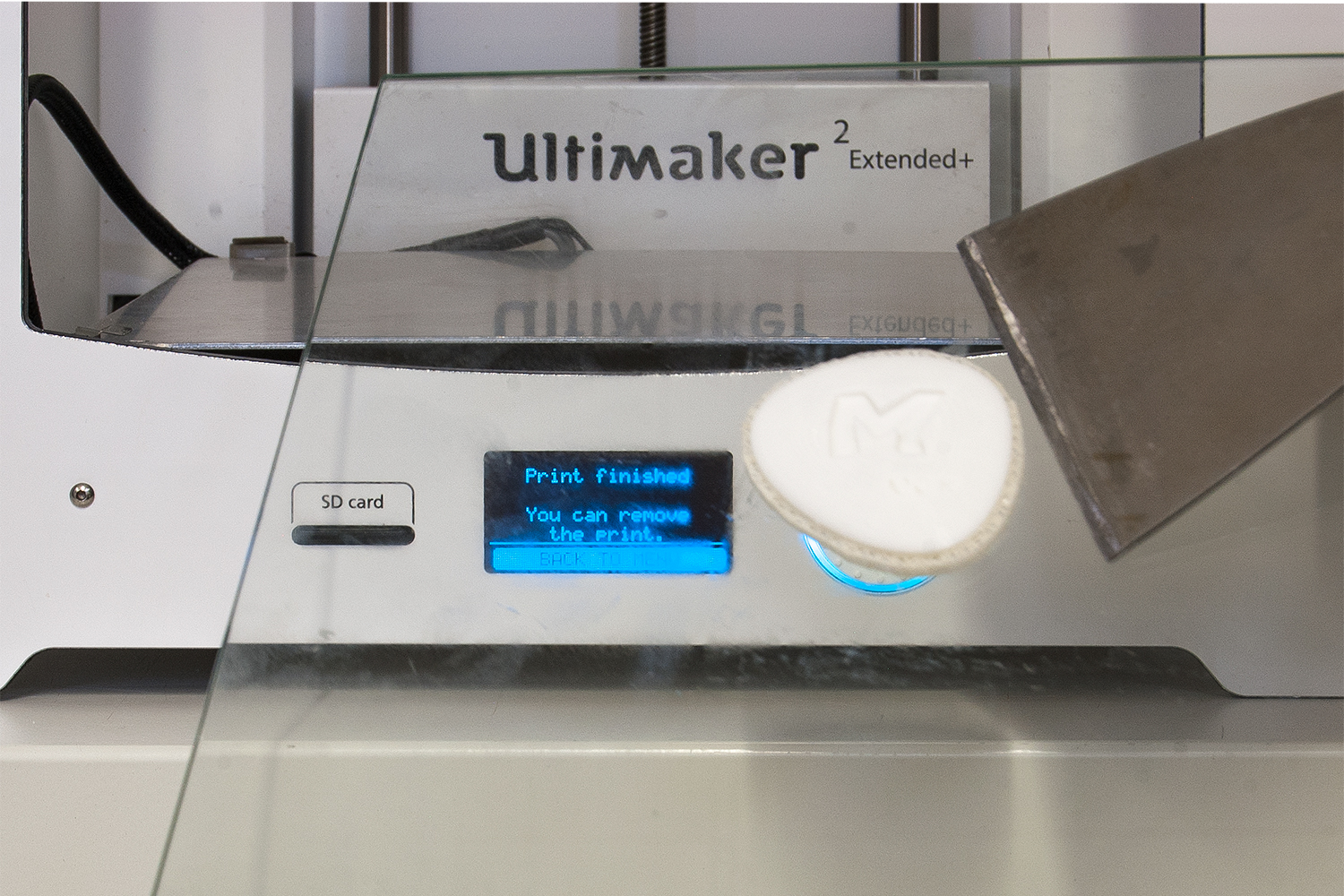 | Separar el objeto impreso con un golpe seco de la espátula o con una rasqueta. |
 | En caso de que el soporte se haya impreso con PVA, mantener en agua durante 24 horas. El material de soporte se disolverá completamente |
 | Retirar restos y limpiar la base con agua y rasqueta para dejar la impresora limpia y preparada para el siguiente usuario |
| Autoevaluación |
Para comprobar tu grado de comprensión de la utilidad y funcionamiento de la cortadora-grabadora láser debes realizar esta sencilla autoevaluación:
Si no has superado la anterior con máxima calificación (8/8), repasa nuevamente los contenidos del curso y vuelve a realizarla.
Una vez superada, realiza esta segunda.
Para poder acceder a la prueba práctica han de estar superadas ambas autoevaluaciones con la máxima nota (8/8).
| Prueba práctica |
Una vez superado ambas autoevaluaciones con la máxima calificación (8/8), pide cita en MakerspaceUGR para hacer la prueba práctica que te habilitará como usuario acreditado.